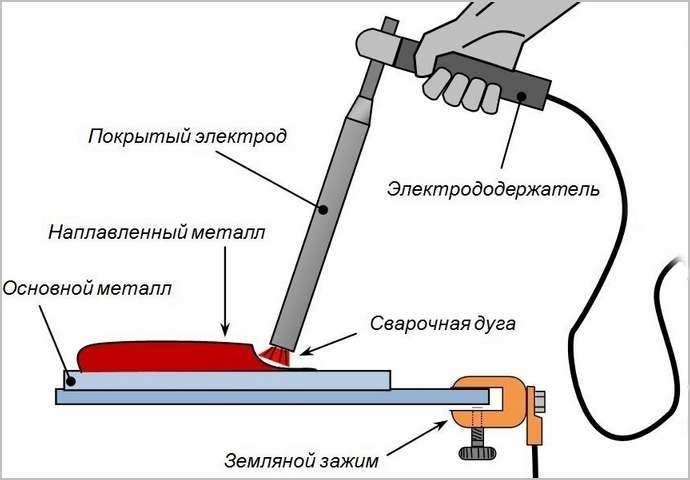
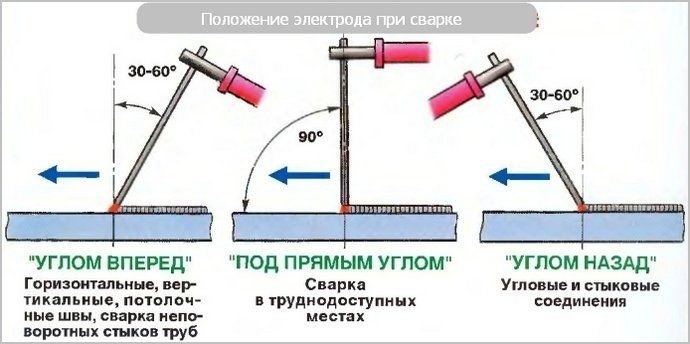
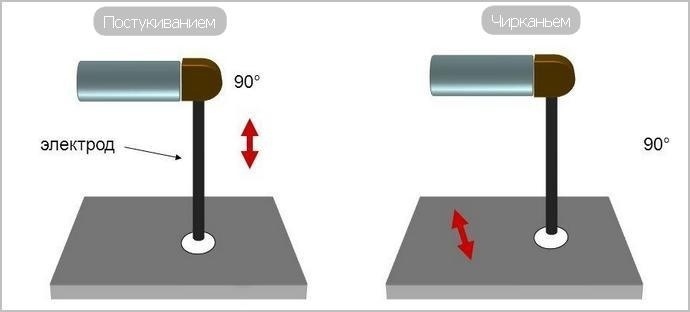
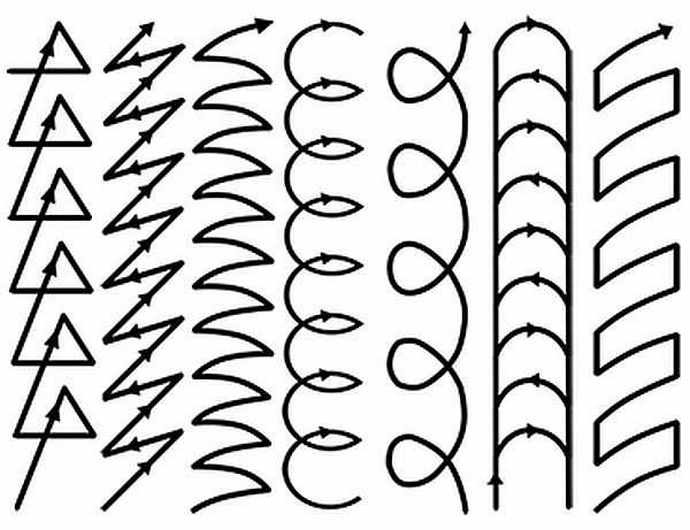
Как научиться готовить: Подготовка деталей и оборудования к сварке – очень вредный процесс для организма человека, поэтому мастеру необходимо уделить внимание защите. Начать нужно с одежды. В продаже огнестойкая сварочная одежда, а также разнообразные накидки, фартуки и многое другое. Руки нужно защищать индивидуально, для этого нужны специальные лосины, варежки или перчатки. Не забудьте об обуви: она должна быть достаточно высокой, чтобы закрывать брюки, и достаточно термостойкой, чтобы выдерживать горячие искры. Самое главное – защита зрения. Для этого мы разработали так называемые оптические фильтры, которые при установке на маску защищают глаза от вредного излучения, но позволяют четко видеть сварочную ванну. Они пронумерованы и разделены по цветам. Затенение фильтра подбирается в зависимости от условий эксплуатации (интенсивности дуги). Многие мастера очень любят маски с фильтрами типа «хамелеон». Производители оборудования могут включать в комплект поставки какое-то оборудование, обычно маски или перчатки, но они не всегда нормального качества. Высоковольтные провода Помимо самого сварочного аппарата (источника сварочного тока) необходим провод для подачи питания к сварочному пистолету и зажиму заземления (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определенную силу тока, тем шире провод и на больший ток он рассчитан; В случае бытового применения относительно маломощных инверторов вполне подойдет проводник с номинальным током 200А и длиной 2,54 метра. Обычно эти провода идут в комплекте, но иногда их необходимо приобретать отдельно. Для подключения инвертора к сети (помимо надежной заземленной розетки на 25 А, питаемой от качественного автомата) вам практически всегда придется носить его с собой. Площадь сечения каждого провода не должна быть менее 2,5мм2. Его длина может достигать пятидесяти метров, но чем короче длина, тем точнее ток, получаемый на выходе. В любом случае удлинитель необходимо полностью разматывать с катушки во избежание перегрева. Вспомогательный инструмент При сварочных работах всегда пригодится угловая шлифовальная машина («болгарка»), желательно двух видов: «большая» и «маленькая». В качестве оборудования следует запастись отрезными и шлифовальными дисками. Для очистки деталей понадобится металлическая щетка. Чтобы удалить шлак, вам понадобится молоток. Для надежной фиксации свариваемых деталей очень удобно использовать металлические хомуты, однако из-за температурной опасности пластиковые хомуты не подходят; Сразу отметим строительные леса, они превосходят любую стремянку. Они требуют полного контроля над процессом сварки на месте и выступят в качестве рабочей станции, если вы свариваете детали «за столом». Сварочные прутки ММА Классификация сварочных стержней очень широка. Мы можем решить большинство проблем, используя популярные марки, такие как ANO, OZS, MP и т д., которые очень подходят для инверторной сварки постоянным током. Что касается диаметра стержня, то у нас размер «двойка», реже — «тройка». Следует понимать одно золотое правило: диаметр электрода выбирайте по толщине металла свариваемой детали, а сварочный ток выбирайте по диаметру электрода. Это основной базовый критерий, хотя учитываются также химический состав металла, форма кромок, тип соединения деталей и расположение сварного шва в пространстве. Примерно для металлов толщиной от 1,5 до 3 мм понадобится электрод диаметром 22,5 мм. Сварка металла толщиной до 5 мм тремя кусками будет нашим пределом, более крупные детали нам не подвластны, так как электроды вообще не будут нагревать металлическую деталь. Внутренняя сеть не справляется с электродами диаметром 4 мм (сила тока около 200А, нагрузка около 5кВт, автоматический выключатель будет выключен) и ее функциональность требуется редко. Прочтите ниже, чтобы узнать силу тока, которую нужно установить. Как подготовить детали к швам Место стыка двух деталей (где будет образовываться сварной шов) следует очистить от грязи и влаги, края также очистить от ржавчины и остатков краски с помощью металлической щетки (металл несколько сантиметров) от шва очищается, должен блестеть). Если толщина детали превышает 3 мм, рекомендуется снять фаски с кромок, что позволит обеспечить хорошую сварку металлических деталей. Ориентация детали Ручную дуговую сварку проще всего выполнять, если сварной шов находится на горизонтальной поверхности (сварка «нижняя»). При использовании этого метода контроль ванны расплава наиболее удобен. Гравитация действует на расплав сверху вниз, не смещая его, и способствует переносу присадочного металла электрода в созданный пользователем шов. Именно поэтому новичкам, если есть возможность, лучше готовить на столе, а затем собирать более крупные детали «на месте». Вертикальное положение сложнее, но встречается часто, а способ позиционирования – приготовление пищи вертикально или приготовление пищи горизонтально на вертикальной плоскости. В первом случае соединение обычно выполняется снизу вверх, но для тонких металлов лучше работать сверху вниз, чтобы было меньше тепла и меньше опасности прожечь. Характеристика второго вида сварки (горизонтальная сварка по вертикальной поверхности) заключается в том, что сварочная ванна «вытягивается» перпендикулярно направлению силы тяжести, чтобы металл не кальцинировался, величина плавления (размер сварочной ванны) должна быть минимальной, а дуга должна быть как можно меньшей. Вероятно, короткой. По понятным причинам сварка потолка – самая сложная и наименее эффективная, ее лучше оставить без внимания непрофессионалов. Также следует отметить, что при сварке детали могут располагаться по-разному относительно друг друга. Из этого выделяют несколько видов сварки: стыковая сварка, сварка внахлест, угловая сварка, Т-образная сварка. Стыковая сварка выполняется «почти прямым» электродом, в остальных трех видах электрод будет под углом, поскольку нужно сваривать две детали, лежащие во взаимно перпендикулярных плоскостях кости. Есть проблема: если, например, угловое соединение детали разместить на столе обычным способом, то в сечении мы увидим букву Л, то есть нижняя кромка будет больше утопать в верхнюю ванна сварного шва. Поэтому имеет смысл складывать кусочки в «лодочку» (V-образный участок), чтобы края с обеих сторон хорошо прожарились. Какой ток выставлять Мы уже говорили, что сварочный ток следует выбирать в зависимости от толщины сварочного стержня. Во-первых, нужно помнить, что технически ограничен только нижний предел тока. Например, при использовании двухсекционного типа, чтобы получить хороший шов, нужно установить переключатель тока на 7080 ампер или выше (чем выше, тем быстрее будет гореть электрод). Для трех человек подойдет ток от 100 до 140 А, для четырех человек подойдет 160 А. Сначала попробуйте ток немного выше минимального значения, а затем, при необходимости, увеличьте его значение. Есть хороший способ узнать, правильно ли вы выбрали режим мощности: звук сварки должен напоминать потрескивание, а не бульканье или жужжание. В какой полярности следует подключать электрододержатель и массу? Инвертор работает от постоянного тока, поэтому позволяет подключать высоковольтные провода в двух местах, к полюсу или к земле можно ввести «плюс» или «минус». Если на электроде положительный полюс (обратная полярность), он нагревается сильнее, если есть отрицательный полюс (положительная полярность), то эта часть нагревается. Обратная полярность используется чаще и характерна для обычной пайки. Линейная полярность применяется при высокоскоростной сварке листового металла специальными электродами. После того как вы выполнили все приготовления к использованию сварочной дуги, можно приступать к обучению. Устройтесь как можно удобнее, желательно сесть, опереться на стол и держать зажимы электродов обеими руками. Далее рассмотрим основные действия и приемы простой сварки нижней части, стыка, электрода 2, металлического листа (или пластины), линейки без фаски и однослойной по прямой. Эти пункты будут происходить примерно в том порядке, в котором выполняется работа, но некоторые операции выполняются одновременно. Каждая точка не обязательно представляет действие; это важный момент, на который следует обратить внимание. 1. Разжечь огонь. Чтобы возникла дуга (засветка), нужно с силой водить электродом по детали, как спичкой. Царапать необходимо по направлению шва, чтобы не повредить заготовку. Сам электрод должен быть слегка наклонен (примерно на 30 градусов) относительно вертикали. 2. Контролировать образование дуги и ванны расплава. Как только дуга загорится, подносим ее к началу шва и ждем, пока металл расплавится. Сначала под электродом в течение 23 секунд появляется красная точка, означающая горение флюса. Затем можно наблюдать появление желто-оранжевых пятен и на пятнах можно увидеть рябь – это расплавленный металл. 3. Положение электрода при формировании ванны расплава. Электроды располагались почти вертикально, слегка наклоненные в сторону шва (2540 градусов). Между электродом и деталью необходимо соблюдать расстояние примерно 3 мм, обычно для этого металл свариваемой детали соприкасается с покрытием; 4. Формирование сварного шва и контроль ванны расплава. Поэтому появление расплавленной ванны отмечается дрожащими оранжевыми пятнами на поверхности. От удара дуги через 23 секунды появляется расплавленная ванна (плавление металла) и нам приходится смещать электрод на один-два миллиметра в сторону шва. Затем мы снова ждем появления оранжевой капли, что теперь занимает меньше секунды. Так что двигаемся постепенно, миллиметр за миллиметром. 5. Положение и тип перемещения электрода при формировании шва. Во-первых, вы должны всегда поддерживать правильный наклон. Если электрод наклонен слишком сильно, дуга будет отталкивать расплавленную ванну назад по мере ее течения, делая сварной шов выше и усложняя нагрев металла. Более вертикальный электрод направляет дугу на ванну расплава, выравнивая ее. Таким образом, наклоняя электрод, можно контролировать высоту сварного шва; более правильным считается шов, высота которого находится вровень со свариваемой поверхностью. Однако следует учитывать, что при значительном наклоне электродов легче визуально контролировать состояние ванны расплава. Во-вторых, не забывайте соблюдать дуговые зазоры. На самом деле электроды изнашиваются и их нужно постоянно опускать и, что называется: «погружать» в сварочную ванну. Если электроды расположены не максимально близко друг к другу, металла для образования шва не будет, а больший зазор сделает дугу нестабильной. Инвертор будет защищен, если электроды соприкоснутся со слишком большими деталями и могут вызвать короткое замыкание. При использовании наклонных электродов для контакта с деталями только с электродным покрытием ориентируйтесь на высоту. В-третьих, новичкам лучше выбирать линейное движение электрода, хотя бы с небольшим круговым движением (по ванне) и одновременным поступательным движением. Мы образуем так называемые «чешуйки», которые перекрывают друг друга примерно наполовину. Лучшие швы имеют мелкую чешуйку. Кстати, позже вы освоите различные зигзаги и восьмерки, необходимые для обработки толстого металла. В-четвертых, скорость передвижения. Несоблюдение этого параметра часто приводит к серьезным дефектам сварки, таким как непровар или пригорание. Численное решение не может быть предоставлено. Следите за состоянием (цветом) участка под электродом, двигайтесь плавно и не применяйте чрезмерную силу. Остановитесь и посмотрите на готовую часть шва. Чем тоньше электрод, тем меньше он нагревает металл и тем медленнее он движется. Очевидно, что в критических ситуациях (когда детали можно сваривать по три-две) новичкам лучше использовать более тонкий электрод и медленнее перемещать его. По мере того, как вы становитесь более опытным, увеличивайте силу тока и используйте более толстые электроды. 6. Ванну расплава контролируют визуально. Посмотрите на ванну и шов за ней, а не на саму дугу. Проверьте швы на предмет одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) и минимальных дефектов (ГОСТ 3024297). В бытовых ситуациях многие дефекты сварки можно без проблем устранить дополнительной сваркой, но только после остывания шва и удаления шлака. Новичкам лучше всего использовать сварочный стержень под большим углом, чтобы лучше видеть сварочную ванну. Обратите внимание, что не следует начинать с попытки дуговой сварки только одним, остановитесь и понаблюдайте за геометрией полученного шва (участка): хорошее образование окалины/узлообразование в ножке, низкий ток горения и питтинга, высокая интенсивность тока, электрод; медленно движется по заданной траектории. 7. Как выполнить сварку. По окончании сварки не удаляйте электрод сразу, а нарисуйте в соответствующем месте небольшой кружок для введения металла, иначе в месте отрыва дуги останется кратер. Снимите электрод, осторожно соскребая его. После сварки, когда шлак остынет и почернеет, с помощью молотка и жесткой щетки удалите его из шва. При правильной сварке он отскакивает крупными листами и шлаковые включения в металле шва отсутствуют. Конечно, эту статью нельзя считать исчерпывающим руководством, но мы постарались ответить на некоторые распространенные вопросы, которые возникают у начинающих сварщиков. Я бы еще сказал, что перед началом обучения внимательно прочтите рекомендации производителей сварочного аппарата и электродов и изучите правила безопасности при выполнении сварочных работ. Все решится за вас.